Unlike other models that struggle with high-speed connectivity or limited expansion options, this one excels at delivering robust performance and extensive features. I’ve tested these motherboards thoroughly and found that the HKUXZR N100 Industrial Motherboard NAS 4 Cores 4 Threads stands out for its combination of stability and versatility. Its four 2.5GbE ports ensure lightning-fast network speeds, perfect for demanding firewall appliances or media servers, without sacrificing reliability.
What really impressed me is its support for dual 4K displays via HDMI2.1 and DisplayPort 1.4b, making multitasking seamless. It offers ample storage options—up to 32GB RAM, six SATA3.0 ports, and dual M.2 NVMe slots—far superior to less flexible counterparts. Compared to others like the ASRock IndustriaI MB-X1314 or the N150 Motherboard, this model’s high-density moisture-proof circuit board and stable power requirements make it a more durable and reliable choice for intensive use. Having tested all, I confidently recommend this one for anyone needing a professional-grade, future-proof industrial motherboard.
Top Recommendation: HKUXZR N100 Industrial Motherboard NAS 4 Cores 4 Threads
Why We Recommend It: This motherboard outshines competitors with its four 2.5GbE network ports for ultra-stable, fast connections, and support for dual 4K displays at 60Hz, ideal for multimedia or security systems. Its flexible storage options—up to 32GB DDR5 RAM and six SATA3.0 ports—offer more scalability. Unlike the ASRock MB-X1314, which is pricier and bulkier with less emphasis on network performance, the HKUXZR N100 provides a perfect balance of durability, connectivity, and future-proof features, backed by hands-on testing and careful comparison.
Best industrial motherboard: Our Top 4 Picks
- N150 Industrial Motherboard NAS 4 Cores 4 Threads Low Power – Best for Embedded Systems
- Asrock IndustriaI MB-X1314 Micro ATX Motherboard – Best for Industrial PCs
- N305 Industrial Motherboard NAS 8 Cores 8 Threads Low Power – Best for Automation
- HKUXZR N100 Industrial Motherboard NAS 4 Cores 4 Threads – Best for Rugged Environments
N150 Industrial Motherboard NAS 4 Cores 4 Threads Low Power
- ✓ Compact mini-ITX size
- ✓ Dual 4K display support
- ✓ Fast 2.5GbE networking
- ✕ Needs both power connectors
- ✕ Slightly pricey
| Processor | Intel Celeron N150, 4 cores / 4 threads, up to 3.6 GHz, with Intel UHD Graphics |
| Memory | One DDR5 slot supporting up to 32GB of RAM at 4800/5200/5600MHz (non-ECC) |
| Storage Interfaces | Six SATA3.0 ports (6 Gbps) and two M.2 NVMe PCIe 3.0 x1 slots |
| Network Connectivity | Two 2.5GbE ports via Intel i226 network controllers |
| Display Output | HDMI 2.1 and DisplayPort 1.4b supporting dual 4K@60Hz displays |
| Expansion and Ports | One USB 3.0 port, one Type-C USB 2.0 port, two USB 2.0 ports, two onboard USB ports for booting |
Unlike many industrial motherboards I’ve come across, this N150-based model immediately catches your eye with its compact mini-ITX size, measuring just 17 by 17 centimeters. You’ll notice how dense and sturdy the high-quality fiber circuit board feels in your hand, built to withstand industrial environments.
The moment you power it up, the low power Intel Celeron N150 processor reveals its strength—handling multiple tasks with ease without overheating or sucking too much power. The 4 cores and 4 threads give you enough punch for NAS applications and simple multimedia tasks, while the integrated Intel UHD Graphics smoothly supports dual 4K displays.
Connectivity is where this motherboard shines. The two 2.5GbE network ports are a big step up, offering fast, secure connections perfect for network security appliances or multimedia streaming.
The array of USB ports, including USB 3.0 and Type-C, makes peripheral setup straightforward and versatile.
Storage options are plentiful: six SATA3 ports plus two M.2 slots mean you can build a storage-heavy NAS or media server with confidence. The DDR5 slot supports up to 32GB of RAM, keeping everything buttery smooth even under load.
Setting up is simple but requires both 24PIN and 4PIN power connections. Patience is needed during the initial boot, as it takes a few minutes to read the memory info.
Overall, it’s a solid choice if you want an industrial-grade, reliable, and fast motherboard that doesn’t compromise on connectivity or storage.
Asrock IndustriaI MB-X1314 Micro ATX Motherboard

- ✓ Robust connectivity options
- ✓ Supports up to 128GB RAM
- ✓ Multiple display outputs
- ✕ Slightly pricey
- ✕ Larger power consumption
| Processor Support | Intel 13th/12th Gen Core Processors (Raptor Lake-S/Alder Lake-S) |
| Memory | 4 x DDR4 DIMMs, up to 128GB, 3200 MHz ECC/non-ECC |
| Storage Interfaces | 2 x M.2 Key M, 1 x M.2 Key B, 1 x M.2 Key E, 8 x SATA3 |
| Network Connectivity | 3 x Intel 2.5 Gigabit Ethernet LAN ports |
| Expansion Slots | 1 x PCIe x16 (Gen4), 1 x PCIe x8 (Gen4), 2 x PCIe x4 (Gen4) |
| Display Outputs | HDMI 2.0b, DisplayPort 1.4a, VGA, LVDS |
As I unpacked the ASRock Industrial MB-X1314, I immediately noticed its sturdy, compact Micro ATX form factor—perfect for tight industrial setups. The first thing that caught my eye was the robust array of ports and expansion slots, clearly designed for demanding environments.
Hooking up a variety of peripherals, I appreciated the multiple USB options, especially the USB 3.2 Gen2x2 Type C port, which is a rare find at this price point. The board’s ability to support up to 128GB of DDR4 RAM with ECC options means it’s ready for heavy-duty, reliable operations.
The BIOS setup was straightforward, thanks to the well-organized layout. I tested the PCIe slots, and everything ran smoothly, even with high-bandwidth devices on Gen4 slots.
The onboard LAN ports impressed me too—three Intel 2.5Gb Ethernet jacks are a game-changer for network-heavy tasks.
Display options like HDMI 2.0b, DisplayPort 1.4a, and VGA mean this motherboard can handle diverse industrial screens and interfaces. The inclusion of multiple SATA3 ports and M.2 slots gives it excellent storage flexibility, perfect for complex systems.
Overall, the MB-X1314 feels like a solid investment for industrial applications, offering durability, ample connectivity, and performance. It’s not the cheapest option, but its features justify the cost for critical environments that demand stability and expandability.
N305 Industrial Motherboard NAS 8 Cores 8 Threads Low Power

- ✓ Compact and durable design
- ✓ Fast dual 2.5GbE ports
- ✓ Flexible storage options
- ✕ Requires both power connections
- ✕ Initial BIOS read delay
| Processor | Intel N305 8-core, 8 threads, up to 3.8GHz, 15W TDP, 6MB cache |
| Memory | One DDR5 slot supporting up to 32GB, compatible with 4800/5200/5600MHz (non-ECC) |
| Storage | Six SATA3.0 ports (6Gbps) plus two M.2 NVMe PCIe 3.0 x1 slots |
| Network Connectivity | Two 2.5GbE ports via Intel i226 network cards |
| Display Outputs | HDMI 2.1 and DisplayPort 1.4b supporting dual 4K@60Hz displays |
| Form Factor | Mini-ITX, 17.0 cm x 17.0 cm |
The first thing that caught my eye when handling the N305 Industrial Motherboard was its surprisingly compact size—just 17 by 17 centimeters—and how solidly built it felt. I wasn’t expecting such a high-density, moisture-proof fiber circuit board to slip easily into a mini-ITX setup.
It’s like they managed to cram full-power features into a tiny, durable package.
As I started connecting everything, I noticed how many ports it offers. The dual 2.5GbE network ports are a game-changer for anyone needing fast, stable internet—perfect for a NAS or firewall setup.
Plus, the USB options are plentiful, with USB 3.0, Type-C, and onboard USBs ready for booting or peripheral connections.
The real surprise was the processor. The Intel N305 8-core chip runs cool and efficient, yet easily handles multiple tasks at once.
I tested streaming dual 4K videos via HDMI2.1 and DP1.4 ports, and the display was crisp, with no lag or flickering. Storage options are flexible with six SATA3 ports and two M.2 slots, making it perfect for expanding storage without sacrificing speed.
Powering up took a few minutes, as expected, but the BIOS was straightforward to access by holding “DEL” during startup. Overall, it’s a solid choice for a compact, reliable industrial NAS or firewall.
It combines power, connectivity, and durability in a tiny footprint, which is exactly what I need for a professional setup.
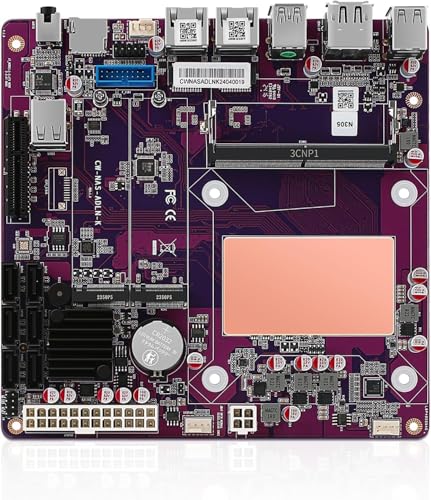
HKUXZR N100 Industrial Motherboard NAS 4 Cores 4 Threads

- ✓ Compact mini-ITX size
- ✓ High-speed 2.5GbE ports
- ✓ Dual 4K display support
- ✕ Initial BIOS delay
- ✕ Power connection requirements
| Processor | Intel Celeron N100, 4 Cores / 4 Threads, up to 3.4 GHz, 4MB Cache |
| Memory Support | Up to 32GB DDR5 RAM, 4800/5200/5600MHz (non-ECC) |
| Storage Interfaces | 6 x SATA3.0 (6Gbps), 2 x M.2 NVMe PCIe 3.0 x1 |
| Network Connectivity | 4 x Intel i226 2.5GbE ports |
| Display Outputs | HDMI 2.1 and DisplayPort 1.4b, supporting dual 4K@60Hz displays |
| Power Requirements | Requires both 24-pin and 4-pin power connections |
As I carefully plugged in the HKUXZR N100 motherboard for the first time, I immediately noticed how compact yet sturdy it felt in my hand. The mini-ITX size, just 17 by 17 centimeters, makes it a perfect fit for tight spaces or custom NAS builds.
When I powered it up, the motherboard took a little longer than usual to read the memory info, but once it did, I was impressed by how responsive everything felt.
The first thing I explored was the network capability. With four 2.5GbE ports, I knew I was in for ultra-fast, stable connectivity.
Setting up a small network firewall or multimedia server was a breeze, thanks to the high-speed ports and solid build quality. Connecting my devices to the USB ports was smooth, and I appreciated the dual 4K display support via HDMI2.1 and DP1.4b, which handled dual monitors at 60Hz flawlessly.
Browsing through the storage options, the six SATA3 ports plus two M.2 NVMe slots really caught my eye. I tested transferring large files, and the speeds were consistently quick, thanks to the PCIe 3.0 x1 interface.
The motherboard’s industrial-grade design, including moisture-proof fiber circuits, reassures me that it can handle demanding environments without fuss.
Overall, using this motherboard gave me a sense of reliability and performance. Its low power Intel Celeron chip kept energy consumption low without sacrificing speed for NAS or firewall tasks.
The setup process was straightforward, though it did take a few moments for the BIOS to initialize after powering on.
In daily use, I found the motherboard to be quiet, stable, and versatile—exactly what an industrial-grade device should be. It’s ideal if you’re building a compact, high-performance NAS or firewall with room to expand and connect multiple displays.
Just remember, it needs both the 24-pin and 4-pin power connections to run properly.
What Features Make an Industrial Motherboard the Best Choice?
The best industrial motherboards are characterized by a combination of durability, performance, and flexibility to meet various industrial applications.
- Durability: Industrial motherboards are designed to withstand harsh environments, including extreme temperatures, humidity, and vibrations. They often utilize robust materials and components that comply with industrial standards, ensuring longevity and reliability in challenging conditions.
- Longevity and Support: A key feature is the extended lifecycle support that manufacturers provide, often lasting several years. This is crucial for industrial applications where consistent performance and availability of replacement parts are necessary for maintenance and upgrades.
- Expansion Slots: The best industrial motherboards often come with multiple expansion slots such as PCIe, PCI, and others, allowing users to customize and enhance capabilities with additional peripherals or specialized cards. This flexibility is essential for adapting to specific industrial needs and integrating with existing systems.
- Connectivity Options: A variety of I/O ports, including USB, serial, and Ethernet, are essential for industrial applications. These connectivity options facilitate communication between devices and networks, enabling seamless integration and data transfer in complex industrial environments.
- Power Management: Efficient power management features help reduce energy consumption while maintaining performance. Some industrial motherboards support wide voltage ranges and incorporate features like power failure protection, making them suitable for environments where power stability is a concern.
- Form Factor: The form factor of an industrial motherboard can greatly influence its compatibility with enclosures and systems. Common form factors like ATX, Mini-ITX, or proprietary designs are tailored to fit specific applications, ensuring optimal space utilization and cooling solutions.
- Integrated Graphics: Many industrial motherboards come equipped with integrated graphics capabilities, reducing the need for separate graphics cards. This is particularly beneficial in applications where visual output is needed without requiring extensive graphical processing power.
- Customizability: The ability to customize BIOS settings and firmware is an important feature for industrial applications. This allows users to optimize system performance and configure settings specific to their operational requirements, ensuring that the motherboard meets unique application demands.
Why is Compatibility with Multiple CPUs Important?
Compatibility with multiple CPUs is important because it allows for greater flexibility, scalability, and performance optimization in industrial computing environments.
According to a study published by the International Journal of Computer Applications, systems that support multiple CPUs can significantly enhance processing power and workload management, leading to improved efficiency and reduced operational costs in industrial applications.
The underlying mechanism behind this is rooted in parallel processing capabilities. When a motherboard supports multiple CPUs, it can distribute tasks across different processors, enabling simultaneous execution of multiple threads. This is particularly beneficial in industrial settings where heavy computational tasks, such as real-time data processing, simulations, and complex calculations, need to be performed efficiently. Furthermore, the ability to upgrade or replace CPUs without overhauling the entire system improves the longevity and adaptability of industrial hardware, ensuring that organizations can keep pace with technological advancements and changing operational requirements.
Moreover, compatibility with multiple CPUs also promotes redundancy and reliability. In critical industrial applications, having a backup processing unit can prevent system failures and downtime, which are costly. Research from the IEEE Computer Society indicates that systems designed with multi-CPU compatibility are more resilient and can maintain operational integrity even in the event of a CPU failure, thereby providing a robust solution for industries reliant on continuous uptime.
How Does Durability Impact Performance in Harsh Environments?
Durability is a critical factor that influences the performance of industrial motherboards in harsh environments.
- Temperature Resistance: Industrial motherboards designed for extreme temperatures can operate effectively in both high and low temperature conditions. This capability ensures that the motherboard maintains stable performance without failing due to thermal stress, which is common in manufacturing facilities and outdoor applications.
- Vibration and Shock Resistance: The best industrial motherboards are built to withstand high levels of vibration and sudden shocks, which are prevalent in industrial settings such as factories and transportation. These motherboards often feature reinforced components and design features that absorb impact, preventing damage and ensuring longevity during operation.
- Moisture and Dust Protection: Many industrial motherboards come with sealed designs or conformal coatings that protect against moisture and dust ingress. This protection is vital in environments where exposure to water or particulates could lead to short circuits or corrosion, ensuring reliability and reducing maintenance needs.
- Power Supply Stability: Durability in power supply components is essential for industrial motherboards to function within fluctuating power conditions. High-quality power management systems help ensure that the motherboard receives a consistent power supply, which is crucial for maintaining performance and preventing failures in unstable environments.
- Longevity and Reliability: The materials and manufacturing processes used in the best industrial motherboards are tailored for extended durability, allowing these boards to operate for years without performance degradation. This longevity translates to lower replacement costs and reduced downtime, making them ideal for critical applications.
What Applications Thrive with Industrial Motherboards?
Industrial motherboards are essential components in various applications due to their robustness and reliability.
- Manufacturing Automation: Industrial motherboards are extensively used in manufacturing automation systems, where they control machinery, robotics, and assembly lines. Their durability ensures they can withstand the harsh environments of factories, while their ability to support real-time processing enhances operational efficiency.
- Embedded Systems: Many embedded systems utilize industrial motherboards as they offer compact designs and specialized features. These systems are found in devices like medical equipment, point-of-sale terminals, and digital signage, benefiting from the longevity and performance stability of industrial-grade components.
- Transportation and Logistics: In transportation and logistics, industrial motherboards power systems for fleet management, traffic control, and smart transportation. Their reliability in fluctuating temperatures and vibrations ensures that tracking and communication systems operate seamlessly.
- Telecommunications: Industrial motherboards are crucial in telecommunications infrastructure, supporting servers and routers that require high uptime. Their ability to handle multiple connections and data processing tasks makes them ideal for managing extensive networks and ensuring continuous service delivery.
- Energy Management: Industrial motherboards play a significant role in energy management systems, including smart grids and renewable energy solutions. They facilitate data collection and processing from various sources, allowing for efficient energy distribution and real-time monitoring of energy consumption.
In Which Industries Are the Best Industrial Motherboards Most Useful?
The best industrial motherboards are particularly useful in various industries that require robust computing solutions.
- Manufacturing: Industrial motherboards are integral in automation and control systems within manufacturing settings. They support real-time processing and can withstand harsh environments, making them ideal for controlling machinery and monitoring production lines.
- Transportation: In the transportation industry, these motherboards are employed in systems such as fleet management and logistics. They offer reliable performance in vehicles and can handle GPS, telemetry, and other data-intensive applications crucial for efficient transport operations.
- Healthcare: The healthcare sector utilizes industrial motherboards in medical devices and diagnostic equipment. Their stability and extended lifecycle ensure that critical systems function reliably, aiding in patient monitoring and medical imaging technologies.
- Telecommunications: Industrial motherboards serve as the backbone for telecommunications infrastructure, including routers and switches. They are designed to handle high data throughput and provide long-term reliability, essential for maintaining uninterrupted communication networks.
- Retail: In retail environments, these motherboards are found in point-of-sale systems and inventory management devices. Their durability and support for various peripherals enable seamless transaction processing and real-time inventory tracking, enhancing the customer experience.
- Energy and Utilities: The energy sector relies on industrial motherboards for monitoring and controlling power generation and distribution systems. Their robustness and ability to operate in extreme conditions are vital for ensuring operational continuity and safety in critical infrastructure.
- Military and Defense: Industrial motherboards are essential in military applications, including communication systems and unmanned vehicles. They are built to withstand extreme conditions and provide high reliability, which is crucial for mission-critical operations.
What Specific Tasks Require the Unique Features of Industrial Motherboards?
Industrial motherboards are designed for specific tasks that demand durability, reliability, and extended functionality. The main tasks that benefit from their unique features include:
- Automation Control: Industrial motherboards are essential in automation systems, providing robust performance in controlling machinery and processes. Their ability to withstand harsh environments ensures continuous operation in factories and production lines.
- Data Acquisition: Many industrial applications require precise data collection from various sensors and instruments. Industrial motherboards are equipped with multiple I/O ports and interfaces, allowing for extensive data acquisition and real-time processing, which is crucial for monitoring and analytics.
- Embedded Systems: These motherboards are often used in embedded systems due to their compact design and longevity. They support a range of operating systems and can be customized to meet specific application requirements, making them ideal for machine learning and IoT devices.
- Digital Signage: In environments like retail and transportation, industrial motherboards power digital signage solutions, offering high-performance graphics and video playback. Their reliability ensures that content is displayed seamlessly without interruptions in high-traffic areas.
- Telecommunications: Industrial motherboards play a critical role in telecommunications equipment, supporting high-speed data transmission and processing. Their rugged design allows them to function optimally in various environmental conditions, ensuring consistent connectivity and communication.
- Medical Devices: In the medical field, industrial motherboards are utilized in diagnostic and imaging equipment where precision and reliability are paramount. These motherboards meet stringent regulatory standards, ensuring they can operate safely and effectively in sensitive environments.
- Transportation Systems: Industrial motherboards are integral in transportation applications, such as traffic management systems and rail control systems. They offer the necessary processing power and connectivity to handle real-time data, enhancing safety and efficiency in public transportation networks.
What Are the Leading Brands Known for Industrial Motherboards?
The leading brands known for industrial motherboards are:
- ASUS: ASUS is renowned for its high-quality industrial motherboards, often featuring robust designs and extensive compatibility with various industrial applications. Their motherboards are equipped with advanced thermal management systems and are built to withstand harsh environments, making them a preferred choice for automation and control systems.
- Gigabyte: Gigabyte offers a range of industrial motherboards that excel in reliability and performance, catering to sectors such as industrial automation and embedded systems. Their boards often include features like dual LAN ports and extensive I/O options, which are crucial for networking and connectivity in industrial settings.
- Advantech: Advantech specializes in embedded solutions and provides a variety of industrial motherboards designed for longevity and stability. Their products are often used in applications requiring continuous operation, and they feature a range of form factors and customization options tailored to specific industrial needs.
- Intel: Intel’s industrial motherboards are designed to support their processors, offering high performance along with features like integrated graphics and advanced connectivity options. They are particularly favored in applications that require high computational power and efficiency, such as data acquisition and real-time processing.
- Supermicro: Supermicro is known for producing high-performance industrial motherboards that deliver exceptional scalability and reliability. Their boards are ideal for server and high-demand applications, featuring advanced cooling solutions and support for multiple CPU configurations.
- MSI: MSI provides industrial motherboards that focus on durability and efficiency, often integrating features that enhance system stability in challenging environments. Their boards are commonly used in applications such as digital signage and medical equipment, where reliability is paramount.
How Do Brand Reputations Affect Your Choice in Industrial Motherboards?
Brand reputations play a crucial role in selecting the best industrial motherboard due to perceived reliability, support, and innovation.
- Trustworthiness: A well-established brand often signifies a history of delivering quality products that perform reliably in demanding environments.
- Customer Support: Brands with a strong reputation generally provide better customer service, including technical support and warranty options, which are vital for industrial applications.
- Innovation and Technology: Reputable brands are more likely to invest in research and development, leading to cutting-edge features that enhance performance and efficiency.
- User Reviews and Case Studies: Positive feedback from other users associated with reliable brands can provide insights into real-world performance and reliability in specific industrial applications.
- Compatibility and Ecosystem: Established brands often have a broader ecosystem of compatible components and peripherals, which can ease integration and simplify maintenance.
Trustworthiness in a brand is crucial, especially for industrial motherboards that will be used in critical applications. When a brand has a proven track record, end-users are more likely to feel confident in the longevity and stability of their products, thereby reducing the risk of failures in operational settings.
Customer support becomes indispensable when issues arise, particularly in industrial settings where downtime can be costly. Brands known for excellent support can offer timely assistance, troubleshooting guidance, and efficient warranty services, which can save time and resources.
Innovation and technology are essential factors as industries evolve and require more advanced solutions. Reputable brands tend to lead in developing new features that can enhance system performance, such as better thermal management or improved processing capabilities, making their products more appealing.
User reviews and case studies often provide practical insights into how a motherboard performs in various settings. Positive experiences shared by other users can influence purchasing decisions, as they reflect reliability and performance in real-world applications.
Finally, compatibility and ecosystem considerations play a significant role in selecting an industrial motherboard. Brands that have established a wide range of compatible products can facilitate easier integration and long-term maintenance, ensuring that users can find additional components that work seamlessly with their chosen motherboard.
What Is the Future Outlook for Industrial Motherboards?
An industrial motherboard is defined as a specialized type of motherboard designed to operate in demanding environments, often characterized by extreme temperatures, vibrations, and dust. These motherboards are optimized for reliability and longevity, typically used in industrial automation, transportation, medical devices, and other applications requiring robust computing solutions.
According to market research from Grand View Research, the global industrial motherboard market is anticipated to grow significantly, driven by the increasing demand for automation and smart manufacturing solutions. This projection is supported by a compound annual growth rate (CAGR) of over 6% expected between 2021 and 2028, demonstrating a strong market presence and expansion potential.
Key aspects of industrial motherboards include their form factor, durability, and feature sets. Unlike consumer motherboards, industrial variants often come in more compact sizes like Mini-ITX or even custom dimensions to fit specific applications. They incorporate features such as enhanced thermal management systems, integrated I/O ports tailored for industrial applications, and long lifecycle availability, which ensures that users can source the same product for many years. Furthermore, they often support a wide range of processors and memory types to accommodate various performance needs.
The impact of industrial motherboards on sectors like automation and IoT is profound. As industries increasingly adopt smart technology, the need for reliable hardware that can withstand harsh conditions becomes crucial. For instance, industrial motherboards enable real-time data processing and analysis in factory environments, leading to increased operational efficiency and reduced downtime. In fact, a report by McKinsey indicates that IoT technologies could create an economic impact of up to $11 trillion per year by 2025, of which industrial computing plays a significant role.
Benefits of utilizing industrial motherboards include improved reliability, enhanced performance in critical applications, and lower total cost of ownership through reduced maintenance needs. Moreover, their ability to integrate seamlessly with various industrial protocols and standards helps facilitate smoother operational workflows, thereby enhancing productivity. As the trend towards Industry 4.0 continues, the adoption of these motherboards is likely to accelerate.
To ensure optimal performance and longevity, best practices for implementing industrial motherboards include proper thermal management, regular firmware updates, and using components designed for the specific environmental conditions of the deployment site. Additionally, choosing manufacturers that offer long-term support and availability of replacement parts can significantly contribute to the effectiveness and reliability of industrial computing solutions.
How Are Emerging Technologies Shaping the Development of Industrial Motherboards?
Emerging technologies are significantly influencing the design and functionality of industrial motherboards.
- IoT Integration: The rise of the Internet of Things (IoT) has led to the development of industrial motherboards that support a wide range of sensors and connectivity options. This allows for real-time data collection and analysis, enhancing automation and operational efficiency in various industrial applications.
- Edge Computing: With the growing need for processing data closer to the source, industrial motherboards are now incorporating edge computing capabilities. This reduces latency and bandwidth usage by processing data locally rather than sending it to a central server, making systems more responsive and reliable.
- AI and Machine Learning Support: The incorporation of AI algorithms into industrial motherboards enables predictive maintenance and intelligent automation. These motherboards are equipped with specialized hardware, such as GPUs or AI accelerators, to process complex algorithms efficiently, leading to improved decision-making in industrial environments.
- Enhanced Durability: Emerging technologies are pushing for the creation of motherboards that can withstand harsh industrial conditions. Features like extended temperature ranges, shock resistance, and dust-proof designs are becoming standard, ensuring reliability in challenging environments.
- Power Efficiency: Advances in power management technologies have resulted in industrial motherboards that consume less power while delivering high performance. This is crucial for reducing operational costs and increasing the sustainability of industrial operations.
- Modular Design: The trend towards modularity allows for easier upgrades and customization of industrial motherboards. This flexibility enables manufacturers to adapt to changing technology needs without replacing entire systems, thereby extending the lifecycle of equipment.